How do we do it?
The TwoStage Gasifier (MM-G101C): This gasifier design is widely acknowledged as the most efficient and well-documented market and the TwoStage gasification technology was developed at DTU Chemical Engineering by Ulrik Birk Henriksen. As indicated by its name, it features two separate stages – pyrolysis and gasification (see picture below). In separating the stages, a wealth of advantages is gained including high efficiency, flexibility and drastically reduced maintenance due to the elimination of the tar issue mentioned above.
 Unlike many other sustainable energy solutions (solar, wind, boilers), the gasifier is extremely flexible and compact. The system is fully contained (aside from the feedstock storage area) in a 20-foot container, which can be easily moved if necessary.
Unlike many other sustainable energy solutions (solar, wind, boilers), the gasifier is extremely flexible and compact. The system is fully contained (aside from the feedstock storage area) in a 20-foot container, which can be easily moved if necessary.
The machine has a capacity of approx. 1.5 tonnes/day of feedstock that can have a moisture content of up to 58% (using an in-built steam dryer). The output is syngas (with a cold gas efficiency of >90%). Around 5-10% of the input remains as char – which is similar in properties to Activated Carbon.
Hydrogen production from the TwoStage gasifier essentially requires a separation unit in the form of a PSA (Pressure Swing Adsorber) and if required, a gas compressor. These bolt-ons are standard equipment that is also available in modules – thereby adhering to MASH Makes’ philosophy of compact design and on-site delivery of fuel products. The attractive net output of H2 from the combined system is a result of the high concentration of H2 in the output syngas from the TwoStage gasifier.





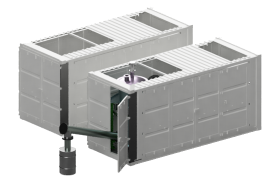 Combined pyrolysis and gasifier unit.
Combined pyrolysis and gasifier unit.
